
所謂全自動化霜是指化霜過程不但能自動定時,而且還能在化霜時使制冷壓縮機自動停止工作,同時接通化霜電熱絲電路。化霜達到要求后,能自動停止化霜過程,恢復(fù)制冷壓縮機的工作。
全自動化霜的控制方式是在化霜定時器和雙金屬雙金屬控制下的一種自動化霜方式。
化霜定時器和雙金屬溫控器
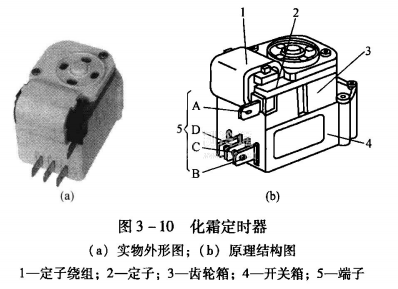
化霜定時器如圖3-10所示,由轉(zhuǎn)動部分(定子、定子繞組、轉(zhuǎn)子帶動齒輪減速箱)和開關(guān)部分(凸輪、接點板、凸輪連接部)組成。通電后,電動機使齒輪轉(zhuǎn)動,經(jīng)過凸輪作間隙運動,每32min旋轉(zhuǎn)240°。
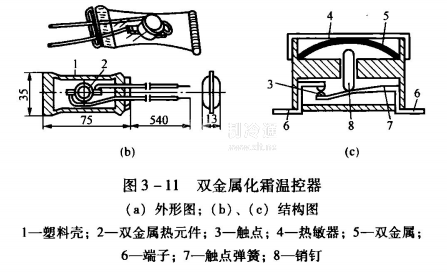
雙金屬化霜溫控器如圖3一11所示,是利用雙金屬片在不同溫度下的變形而產(chǎn)生動作的雙金屬,其外殼的金屬面作為熱敏部位,在-5℃以下時,雙金屬片不接觸銷釘,接點接通電熱器的電源,當蒸發(fā)器表面溫度達到13℃時雙金屬片變形,將壓銷釘向下壓,使接點斷開,切斷加熱器的電源。







