
活塞和活塞桿的修復如下。
活塞的修復
(1)活塞體的修復
①活塞體的外圓面上的擦傷或輕度的磨損情況,可用細銼將毛刺小心修凈,再用油石輕輕磨光。
②活塞體支承托瓦合金層脫落或過分磨損,可按澆注軸承合金的方法重新燒注,再按圖樣加工。加工時應留有適當的刮研余量,以便在氣缸對中時劑研。
(2)活塞環槽的修復
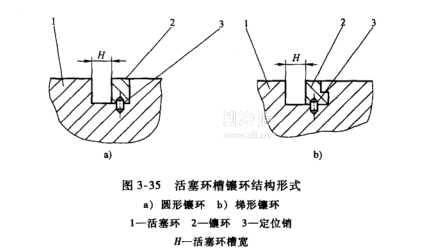
①活塞環槽損傷時,可以用壤環法修復。所巖環為兩個半環,其結構形式如圖3-35所示。鑲環用的材質應同活塞體的材質相同。
②活塞環槽對活塞桿安裝孔的垂直度不低于7級精度。
(3)活塞修理技術要求
①活塞外圓柱面的粗糙度值為:直徑≤300mm,不大于Ral.6μm;直徑>
300mm,不大于Ra3.2um;軸承合金面(托瓦)不大于Ra0.8um。
②環槽兩側面,安裝活塞桿孔內表面粗糙度值應不大于Ral.6μm。
③安裝活塞桿孔直徑公差按H7級,軸承合金支承面直徑公差按9.6級,環槽寬度公差按H8或H9級。
④活塞外圓直徑公差按11級,外圓面對安裝活塞桿孔的同軸度按7~8級精度選取。
⑤環槽兩側面對安裝活塞桿孔的垂直度按7級精度,活塞桿安裝支承面對孔的垂直度為5級精度。
2.活塞桿磨損的修復
(1)鍍鉻法活塞桿表面有擦傷、劃痕時,應先將這些缺陷修整后,再按鍍鉻工藝進行鍍鉻。鍍層的厚度一般在0.05~0.15mm。鍍后進行磨削,以達到活塞桿的技術要求。
若活塞桿不僅磨損而且有彎曲變形,應仔細測量彎曲程度。如果彎曲程度不大,可用磨削方法修直,然后鍍鉻修復。
(2)噴涂法活塞桿表面磨損嚴重,應先進行磨削修整,然后進行噴涂修復。
如果活塞桿表面不僅磨蝕嚴重,而且又有彎曲變形,應先進行熱壓校直,然后磨削修整,再進行噴涂修復。
(3)活塞桿修理技術要求
①摩擦表面直徑公差按h6,表面粗糙度值不大于Ra0.2μm;如果活塞桿材質為3Crl3,表面粗糙度值應不大于Ra0.4μm。
②摩擦表面的圓柱度應不低于7級精度。
③摩擦表面的軸心線對與活塞和十字頭配合部位的外圓軸線的同軸度應不低于8級精度。
④摩擦表面修復后,應進行磁粉探傷檢查,不得有裂紋。







