
西門子VK125-3型空氣壓縮機導葉控制系統組成原理以及故障處理方法如下。
VK125-3型空氣壓縮機由德國西門子壓縮機公司生產,采用變頻方式起動,配套于法液空(L'Air Liquide)35000N·m3/h制氧機系統,設計流量171800m3/h,設計出口壓力0.59MPa(A)。原料空氣經自潔式空氣過濾器除塵后,進人該機組,經過三級壓縮、三段冷卻,出口壓力升至0.59MPa(A)左右,溫度達到37℃,送往氨水預冷系統。空氣壓縮機進氣采用導葉調節,出口管道設有防喘振系統。
該機組于2005年10月份投產,運行3個月后曾經出現了一次空氣壓縮機導葉控制系統失控故障,空氣壓縮機不能正常工作,致使35000N·m3/h制氧機工況親亂,影響了生產的正常運行。
1.進氣導葉控制系統的作用
VK125-3型空氣壓縮機進氣導葉調節控制系統由氣動執行器(Pneumatic Actu-
ator)、氣動定位器(Pneumatic Positioner)、繼動放大器(Booster Relay)、鎖制閥
(Block Valve)、位置反饋系統(Position feedback transmitter)、DCS等系統組成。
在空氣壓縮機行車過程中,進氣導葉調節控制系統起著至關重要的作用。
(1)開車
①空氣壓縮機起動時,滿足以下條件:
a)內漏水檢測開關正常。
b)水流量大于400m3/h。
c)人口導葉全關。
d)油箱液位開關正常。
e)電動機軸瓦進油≥8L/min。
f)油過濾器后壓力不低于180kPa。
g)電氣控制屏勵磁正常。
h)防喘振閥全開。
i)儀控正常。
j)油冷卻器后溫度≥20℃。
k)油過濾器壓差<0.1MPa。
②當電動機起動條件滿足后,用鑰匙將復位開關復位,DCS上調出空氣壓縮機電動機流程圖,按“預啟”按鈕無故障,然后按起動按鈕,起動空氣壓縮機。
③當電動機達到額定轉速允許加載燈亮后,入口導葉自動開至10%開度;手動停輔助液壓泵,然后將輔助液壓泵選擇開關到“自動”位置。
④在手動狀態下,緩慢調整人口導葉至30%~35%;然后手動調整,逐漸關小空氣壓縮機防喘振閥,保證空氣壓縮機運行操作點在防喘振控制曲線圖的調節控制線以下,使空氣壓縮機出口壓力達到正常壓力。
⑤檢查記錄主機各部溫度、軸振及供油壓力是否正常。如有異常,分析原因并進行處理。
⑥主機起動以后,檢查供油系統狀況。
⑦調節中間冷卻器回水閥門,使各中間冷卻器的進、排氣溫度滿足技術規范要求。調節油冷卻器的進回水閥門,控制油溫在規定的范圍內。
⑧檢查氣體冷卻器疏水閥的疏水量,保持冷卻器疏水閥一定開度。
⑨開啟空氣壓縮機送氣閥門,向氮水預冷系統送氣,對分子篩進行活化。
待出分子篩后的二氧化碳含量和碳氫化合物含量分析合格后,向空氣分離系統供氣。
隨著向空氣分離系統供氣量的逐步增加,逐步關小防喘振閥,直至全關,然后再將防喘振閥和導葉置“自動”狀態。
(2)停車
①將防喘振控制和人口導葉控制從“自動”打到“手動”,然后逐步打開防喘振閥,直至全開。
②將人口導葉關至起始位置。
③在空氣壓縮機電動機流程圖,按停主機按鈕。
2.故璋現象
2006年1月18日,VK125-3型離心空氣壓縮機出口流量開始大幅波動,范圍在150000~186000N·m3/h之間,偏離了170000N·m3/h的正常流量值,導葉調節系統無法自動控制后改為手動控制。導葉在手動狀態下控制輸出由43%升至45%,導葉實際開度由28%升至53%,空氣量由正常的173000N·m3/h增至186000N·m3/h,關小導葉控制輸出由45%降至43%,導葉實際開度由53%降至28%,減量達25%,空氣量由186000N·m3/h減至168000N·m3/h。
35000N·m3/h制氧機空氣分離主冷液面波動,氳餾分在78%~96%之間波動,粗氬塔冷凝蒸發器無法穩定工作,最終導致制氧機工況紊亂。
3.故障原因
分析該導葉控制系統由DCS根據導葉進口流量進行PID運算,輸出4~20mADC信號控制現場比例閥,比例閥輸出標準20~100kPa氣動信號去控制導葉閥門定位器。
閥門定位器按比例輸出氣動信號,經過繼動放大器輸出,控制氣缸執行機構推動導葉動作,來控制導葉進氣流量。同時,導葉動作行程反饋給閥門定位器,使閥門定位器輸出得到動態平衡。其工作原理如圖11-14所示。
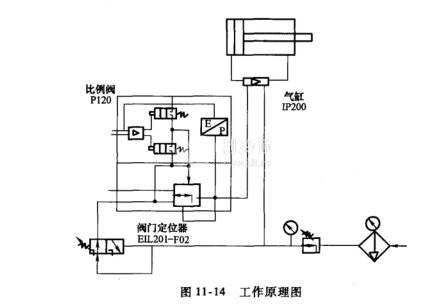
從原理圖上分析,該故障有可能出在比例閥和閥門定位器。根據故障現象判斷,屬于反饋量小、跟蹤慢造成。
4.處理方法
①調節比例閥零點,閥門關小點,變化不明顯,隨之復位,判斷不是由比例閥造成。
②順時針調節閥門定位器反饋調節螺釘,當閥門關小,說明反饋量增大。為了保證空氣壓縮機進氣流量不太小,這時要從DCS增大比例閥輸入信號,使閥門開大一點,然后繼續順時針調節閥門定位器反饋調節螺釘。如此反復調整,直到輸人與閥門實際開度一致,使反饋量增加至適當位置,恢復控制的目的。
③經過上述調節后,可以保證導葉正常操作。但是由于這種調節方法是在空氣壓縮機運轉情況下調節的,無法精確調整,最好使閥門定位器零偏低點,這樣可保證在空氣壓縮機進行保護時,導葉閥能夠全關,壓縮機處于安全位置,待日后有機會進行精確調整。
④在反饋裝置的固定螺釘處,用漆或膠固定,防止螺釘松脫。
現在大型空氣分離設備控制系統越來越先進,尤其是空氣壓縮機進口導葉控制尤為先進,大多采用國外設備,而空氣壓縮機進口導葉控制又是空氣分離設備控制的咽喉,因此我們必須萃握它的調整方法,提高事故判斷能力。在調試過程中,要不斷摸索事故處理程序,找出最佳處理方法,以便在運行過程中出現事故后,減少不必要的停車處理。在日常維護中,要經常檢查緊固螺釘、氣源連接管路是否處于完好狀態。







