
澆注施工主要有手工澆注和機械澆注兩種方法,兩種發泡原理相似。手工澆注法是依次把各組分化學原料稱入容器中,采用間歇手持電動攪拌方式,分次澆注。而機械澆注法是由計量泵按配方比例連續地把物料打入發泡機的混合室,物料是在混合室機械攪拌后澆注。
常用澆注發泡有兩種施工方法。一種是將原料混合后注入空腔發泡,不必把泡沫從空腔中取出,如澆注夾克保溫管、管道、電冰箱、冷柜、冷藏車、夾芯板等隔熱保溫。另一種是把充分混合后的原料注入模具中,待發泡成型后,再脫模,將泡沫從模具中取出,如保溫瓦、殼、板材等預制品。
(1)夾克保溫管防腐保溫施工
1)操作步驟
①鋼管表面應去污,綁好支撐塊,以保證PUF塑料層厚度均勻,然后再套入內壁已涂好聚酯膠的塑料管。
②在澆注混合物料前,預制管段的兩端,應準確安裝好帶有排氣塞的環狀封堵,然后吊至托管上,使帶有外塑料套管的擬預制鋼管處于6°到12°不等的傾角狀態,應參照選用混合物料的性能指標、管直徑、長度等綜合確定。
③將計量好的混合物料一次澆注到鋼管與套管環形空間內成型,待PUF塑料完全固化后再行下管,卸下環狀封堵,最后修整管頭。
2)質量要求
①高密度聚乙烯外護管聚氨酯泡沫塑料預制直埋保溫管質量應符合C/T114標準。
②玻璃纖維增強塑料外護管聚氨酯泡沫塑料預制直埋保溫管質量應符合C/TI29標準。
(2)用開模式金屬模具制造保溫管的施工
1)施工注意事項
①當管道保溫采用開模式金屬模具施工時,模具溫度直接影響發泡速度、泡沫密度。模具溫度低時,發泡倍數低,泡沫表皮厚,增加導熱系數,浪費物料。施工時應保證模具有適宜的發泡溫度。
②發泡時會產生一定壓力,發泡壓力隨時間逐漸上升,當達到最大壓力后下降,要求發泡模具有足夠的強度。
③應根據物料配方、每次用混合物料量的多少,嚴格掌握攪拌時間和澆注速度。
④澆注模具內的混合物料應從模具孔排出氣體,必須使泡沫充滿模具空腔。
⑤每模發泡的連接,接茬應嚴密,不得出現任何泡沫間隙,應為完整整體。
⑥使用的脫模劑不得影響泡沫外層防腐、防水、保護層施工的質量。
2)質量要求
①泡沫制品的物理性能指標應達到規定的相應技術標準要求。
②采用玻璃纖維布與不飽和樹脂或其他防水涂料等做外防護層,其質量標準應符合設計要求。
(3)板材、電冰箱等保溫施工
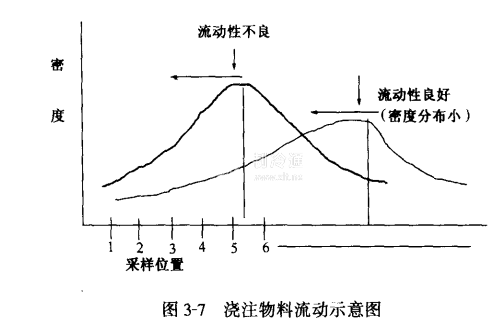
1)除與(2)管道保溫施工中要點相同外,在配制混合物料的配方中,必須根據澆注物料控制UF塑料的容重、空腔體積大小、空腔體積形狀等各個參數,確定澆注物料用量,要求混合物料在達到技術性能指標的前提下,應有足夠的流動指數,準確控制物料流動時間,避免泡體過早凝膠固化或出現發泡不滿。澆注物料的流動性見圖3-7。
2)物料不得出現發泡遲緩、漏箱、漏模。
3)PUF達到固化、熟化,泡體穩定后,方可脫模或進入下步工序。







